RH,工位钢包加揭盖设备改造实践
李宏伟,赵金龙,张洪亮
(鞍钢重型机械设计研究院有限公司,辽宁 鞍山 114031)
钢水温度作为重要的炼钢物流过程指标和工艺参数,对炼钢生产水平和产品质量影响较大[1-2]。近年来,国内大部分炼钢厂均已在炼钢工序实施钢包全程加盖,钢包全程加盖后,显著降低钢水热辐射损失[3-5]。
钢包全程加盖可取消保温覆盖剂,节省原料成本,降低转炉出钢温度,节省炼钢成本;
延长钢包运行周期,节省维修成本。
取消钢包在线烘烤,可以节省能源成本;
降低钢水夹杂物,提高铸坯质量;
降低钢包扬尘,减少环境污染等优点,经济效益和环保效益显著。鞍钢股份有限公司炼钢总厂三分厂(以下简称'三分厂“)原加揭盖过程需要占用工艺生产时间,严重影响了运行效率,通过分析制约加揭盖设备RH 工位运行效率的原因,提出了一种悬臂式钢包加揭盖设备,本文对此做一详细介绍。
三分厂RH 工位采用回转台式真空精炼炉,即一个回转台可承托两个钢包,通过回转台旋转,将钢包旋进或旋出真空精炼位。改造前工艺布置图如图1 所示。
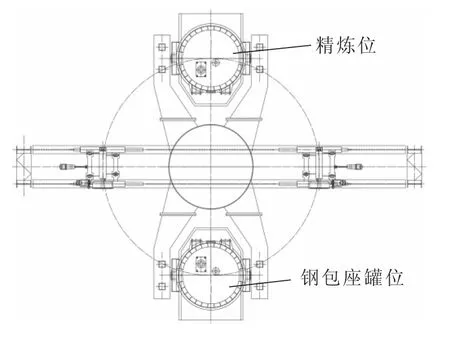
图1 改造前工艺布置图Fig. 1 Process Layout Diagram before Upgrading
改造前RH 工位真空精炼工艺流程:带盖A钢包在回转台0°位置进行座罐作业;
带盖A 钢包旋入至90°位置停车,进行揭盖作业;
A 钢包旋入至180°位置停车,进行真空精炼作业;
此时带盖B钢包在回转台0°位置进行座罐作业,等待A 钢包精炼结束;
当A 钢包精炼结束,A 钢包旋出至90°位置停车,进行加盖作业,此时B 钢包旋入至270°位置,进行揭盖作业;
带盖A 钢包旋出至0°,等待天车调运至下一工位,此时,B 钢包旋入至精炼位进行真空精炼。根据生产实测,每个钢包加揭盖过程约占用5 min 工艺生产时间,严重影响RH 工位运行效率。
改造后工艺布置图见图2。
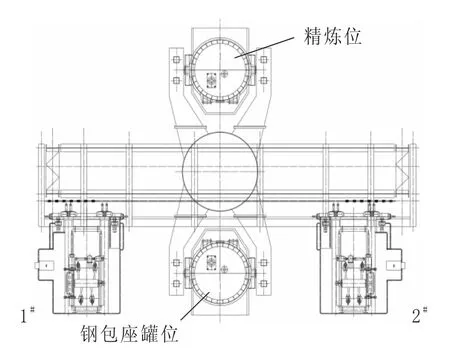
图2 改造后工艺布置图Fig. 2 Process Layout Diagram after Upgrading
改造后RH 工位真空精炼工艺流程:带盖A钢包在回转台0°位置进行座罐作业;
1#加揭盖机...
|
== 试读已结束,如需继续阅读敬请充值会员 ==
|
|
本站文章均为原创投稿,仅供下载参考,付费用户可查看完整且有格式内容!
(费用标准:38元/2月,98元/2年,微信支付秒开通!) |
| 升级为会员即可查阅全文 。如需要查阅全文,请 免费注册 或 登录会员 |
|
|

